In the world of 3D printing, the choice of materials and the printing environment can significantly influence the quality and strength of the final product. This article explores how layer adhesion behaves when printing with two demanding materials—eSUN ABS and Prusament PCBlend—under different enclosure and temperature conditions.
Materials Tested
- eSUN ABS: A standard ABS filament that is not optimized for open printing environments. It is likely made from traditional injection molding pellets.
- Prusament PCBlend: A high-performance material designed for ease of printing without an enclosure, yet it offers excellent strength and temperature resistance.
Testing Methodology
To evaluate layer adhesion, round tensile samples were printed using a QIDI X-Max 3 3D printer. The samples were printed with a 0.4mm nozzle at temperatures of 250°C for ABS and 275°C for PCBlend, with a layer height of 0.2mm and 100% infill. Twelve samples were printed simultaneously to allow for cooling time, especially in higher temperature scenarios.
Printing Scenarios
- Open Printer: The front door was left open, and the top lid was removed, resulting in a chamber temperature of around 26°C.
- Passively Heated Chamber: The heated bed warmed the air inside the enclosure, achieving an equilibrium temperature of slightly below 50°C.
- Actively Heated Chamber: The internal heater was set to maintain a consistent temperature of 65°C.
Benefits of Elevated Chamber Temperatures
Printing at elevated temperatures offers several advantages:
- Reduced Warping: Higher ambient temperatures minimize thermal contraction, reducing warping.
- Improved Layer Bonding: Elevated temperatures allow the material to remain softer for longer, enhancing layer adhesion.
- Stress Relief: Higher temperatures provide the material with time to relax, reducing internal stresses that can lead to delamination.
Results
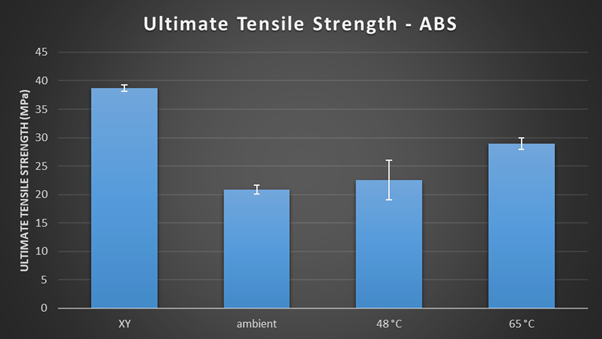
eSUN ABS
- Open Printer: Samples broke at an average of 21 MPa, indicating poor layer adhesion.
- Passively Heated Chamber: Strength increased slightly to 23 MPa.
- Actively Heated Chamber (65°C): The samples exhibited a significant improvement, breaking at an average of 29 MPa—almost 50% stronger than those printed in the open environment.
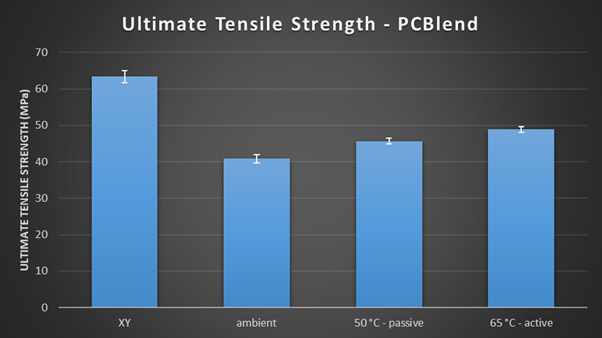
Prusament PCBlend
- Open Printer: Samples reached 65% of the reference strength.
- Passively Heated Chamber: Strength improved to 72% of the reference.
- Actively Heated Chamber (65°C): The samples achieved an impressive 77% of the reference strength.
Analysis of Layer Adhesion
The increase in layer adhesion at elevated temperatures can be attributed to the reduced temperature difference between layers. When the previous layer is warmer, it requires less heating from the new layer to achieve a proper bond. This results in a more effective weld between layers, as evidenced by the fracture surfaces of the samples.
- Open Environment: Clean, flat cracks indicated poor bonding.
- Passively Heated Chamber: Two-layer cracks with some whitening marks.
- Actively Heated Chamber: Cracks that traversed multiple layers, with chunks of material torn out, demonstrating superior adhesion.






Conclusion
The findings clearly indicate that an enclosure significantly enhances layer adhesion, particularly for high-performance materials like ABS and PCBlend. While an enclosed chamber improves results, actively heating the chamber to a controlled temperature yields even better outcomes.
However, it is essential to note that this technique primarily benefits materials with high softening temperatures. For instance, PLA requires cooler environments to prevent issues like curling and heat creep. Most modern PLA filaments are engineered to perform well without the need for specialized equipment.